轮胎是在各种车辆或机械上装配的接地滚动的圆环形弹性橡胶制品。通常安装在金属轮辋上,能支承车身,缓冲外界冲击,实现与路面的接触并保证车辆的行驶性能。世界耗用橡胶量的一半用于轮胎生产,可见轮胎耗用橡胶的能力。
全世界第一条子午线轮胎,正是1946年法国米其林试制生产的,它的发明是轮胎工业的一场革命,很快成为汽车轮胎发展的主流方向。
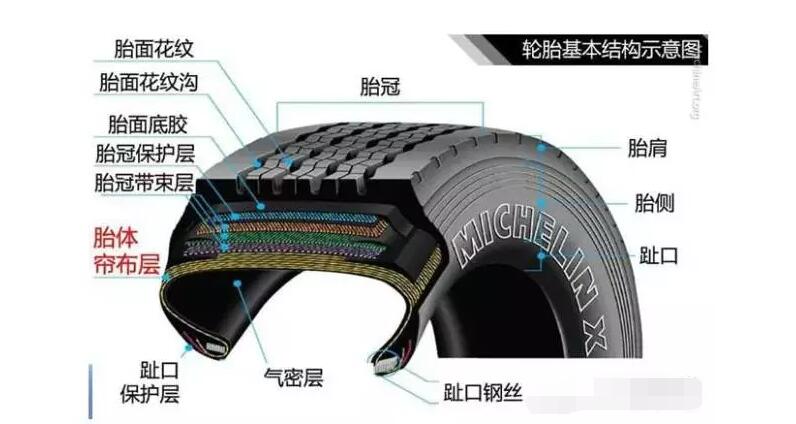
轮胎结构大剖析及制造过程
轮胎按照结构设计分类划分为斜交线轮胎、子午线轮胎。子午线胎与斜交线胎的根本区别在于胎体。斜交线胎的胎体是斜线交叉的帘布层;而子午线胎的胎体是聚合物多层交叉材质,其顶层是数层由钢丝编成的钢带帘布,可减少轮胎被异物刺破的几率。
1密炼工序
把碳黑、天然/合成橡胶、油、添加剂、促进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”。胶料的成分取决于轮胎使用性能如牵引力、驾驶性能、路面情况以及轮胎自身的要求。
2胶部件准备
1、挤出:胶料喂进挤出机,挤出不同的半成品胶部件,如胎面、胎侧/子口和三角胶条。
2、压延:原材料帘线(主要为尼龙和聚酯两种)穿过压延机并且帘线的两面都挂上一层较薄的胶料,最后的成品称为帘布。
3、胎圈成型:胎圈是由许多根钢丝挂胶以后缠绕而成的。用于胎圈的胶料是有特殊性能的,当硫化完以后,胶料和钢丝能够紧密的贴合到一起。
4、帘布裁断:在这个工序里,帘布将被裁断成适用的宽度并接好接头。帘布的宽度和角度的变化主要取决于轮胎的规格以及轮胎结构设计的要求。
5、贴三角胶条:在这个工序里,挤出机挤出的三角胶条将被手工贴合到胎圈上。三角胶条在轮胎的操作性能方面起着重要的作用。
6、带束层成型:在锭子间里,许多根钢丝通过穿线板出来,再和胶料同时穿过口型板使钢丝两面挂胶。挂胶后带束层被裁断成规定的角度和宽度。宽度和角度大小取决于轮胎规格以及结构设计的要求。所有的胶部件都将被运送到“轮胎成型”工序,备轮胎成型使用。


 鲁公网安备37061102001055号
鲁公网安备37061102001055号